新聞中心
投資人服務
人力資源
聯絡我們
解決方案
產品
關於台達
企業永續
新聞中心
首頁
>
新聞中心
>
新聞列表
>
解決方案
汽車與智慧交通
銀行與零售業
化工與自然資源
商業與工業建築
資料中心
電子
食品飲料
醫療照護
物流與倉儲
機械製造
電力與電網
檢視全部
產品服務
零組件
電源及系統
風扇與散熱管理
交通
工業自動化
樓宇自動化
資料中心
通訊基礎設施
能源基礎設施
生醫
視訊與顯像系統
關於台達
台達簡介
事業範疇
經營團隊
研發與創新
觀點與案例
大事紀與獲獎
全球營運
投資人服務
致股東報告書
財務資訊
公司治理專區
股東會
法說會
聯絡窗口
海外可交換債重大訊息
服務支援
下載中心
常見問題
故障碼查詢
台達銷售與採購條款
產品網絡安全漏洞管理政策
zh-TW
聯絡我們
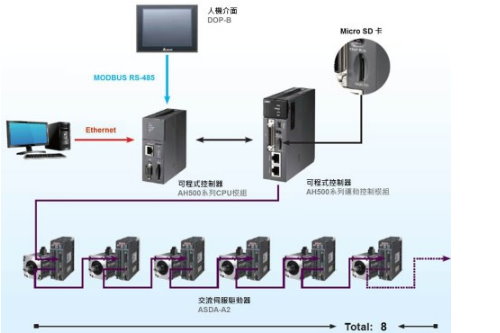
台達塗佈機解決方案實現高精高穩定塗佈工藝
圖3 台達塗佈機解決方案提升控制穩定度及精密度
圖2 台達塗佈機解決方案利用DMCNET與8軸交流伺服馬達驅動器ASD-A2系列進行通訊
圖1 台達為鋰電池塗佈機提供高性能、高精度、高效率的解決方案
2014/09/23
News Source: 台達機電事業群
相關產品及解決方案
工業自動化
產品
Category:
產業要聞
相關新聞
產業要聞
|
2026/03/03
台達捐贈淡江大學 DIATwin 數位雙生平台 攜手培育虛實整合智造人才
產業要聞
|
2026/01/29
台達攜手三井海洋開發、Eld Energy推動海上能源轉型:FPSO遠洋船舶導入SOFC系統
產業要聞
|
2025/12/30
台達與恩智浦擴大策略合作 加速車用智慧系統發展
相關新聞
產業要聞
|
2026/03/03
台達捐贈淡江大學 DIATwin 數位雙生平台 攜手培育虛實整合智造人才
產業要聞
|
2026/01/29
台達攜手三井海洋開發、Eld Energy推動海上能源轉型:FPSO遠洋船舶導入SOFC系統
聯絡我們
如有疑問,歡迎聯繫,我們將儘快回覆您。
聯繫窗口