The ASDA-M series offers advanced gantry control functions. All the commands and a large amount of calculations among two axes can be completed with the same DSP (Digital Signal Processor). Precise synchronization is easy to achieve. Data and information exchanges once every 62.5us between two axes to provide real-time and highly efficient communication. In rigid or general mechanical systems, no matter if the loading of multiple axes is equal or not, the ASDA-M series can perform precise synchronous motion control and solve the problem of uneven loads on different axes.
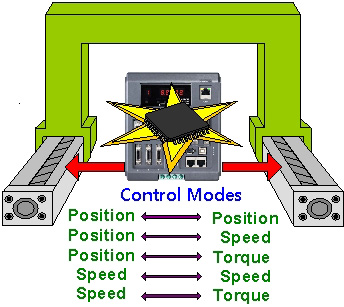
For synchronous gantry control, the ASDA-M series provides five kinds of control modes for a user's selection:
(1) Position to Position control mode
(2) Position to Speed control mode
(3) Position to Torque control mode
(4) Speed to Speed control mode
(5) Speed to Torque control mode
The following different types of system configuration are suitable to use with the ASDA-M series:
System Configuration (1):
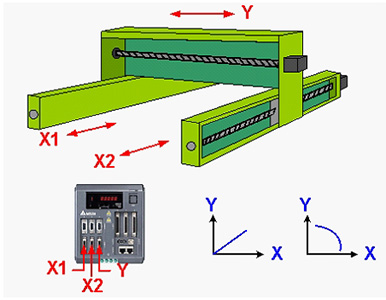
When synchronous gantry control is required for X1-Axis and X2-Axis, X1-Axis and Y-Axis are controlled by linear interpolation or arc interpolation commands built into the ASDA-M series.
System Configuration (2):
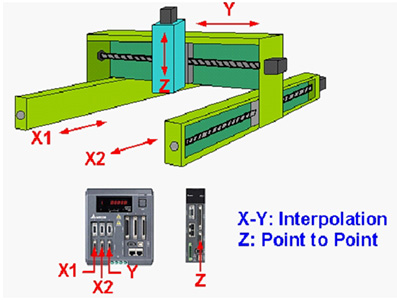
For some applications, the Z-Axis needs to perform point-to-point motion control in a vertical direction. At this time, synchronous gantry control is required for the X1-Axis and X2-Axis. The X1-Axis and Y-Axis are controlled by linear interpolation or arc interpolation commands built into the ASDA-M series, and the Z-Axis is used for single-axis movement requiring only simple point-to-point motion.
System Configuration (3):
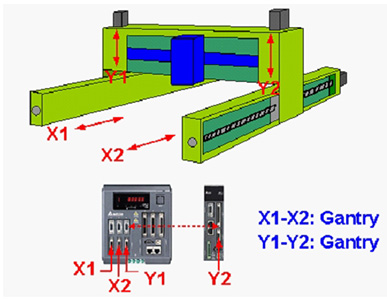
In this system, two groups of synchronous gantry control are required: X1-Axis and X2-Axis, and Y1-Axis and Y2-Axis.
Synchronous gantry control is required for X1-Axis and X2-Axis, and X1-Axis and X2-Axis are both controlled by the ASDA-M series. The five control modes provided by the ASDA-M series all can be enabled and used for controlling the X1-Axis and X2-Axis.
Synchronous gantry control is required for Y1-Axis and Y2-Axis also. However, the Y1-Axis is controlled by the ASDA-M series and the Y2-Axis is controlled by another ASDA-A2 series. So, only position-to-position control modes, Pt mode and Pr mode can be enabled and used for controlling the Y1-Axis and Y2-Axis.